

Controle de emissões odorantes provenientes da torrefação e resfriamento do café
Por Prof. Me. João Carlos Mucciacito
Edição Nº 134 - Maio/Junho 2025 - Ano 24
O Brasil é um dos líderes mundiais na produção e exportação de vários produtos agropecuários. É o primeiro produtor e exportador de café, açúcar, etanol de cana-de-açúcar e suco de laranja, além de liderar o ranking das vendas externas do complexo soja

O Brasil é um dos líderes mundiais na produção e exportação de vários produtos agropecuários. É o primeiro produtor e exportador de café, açúcar, etanol de cana-de-açúcar e suco de laranja, além de liderar o ranking das vendas externas do complexo soja.
Em termos de café, o país produziu, em 2022, aproximadamente 60 milhões de sacas de 60 kg, das quais exportou 38 milhões na forma de café verde, solúvel, torrado e moído internamente, o consumo de café foi de 22 milhões de sacas, o que representa algo ao redor de 13,09 kg por habitante por ano.
O consumo do café pressupõe seu processamento em termos de café torrado e moído, solúvel e/ou na forma de extratos. Nesse processamento há a liberação de diferentes substâncias químicas presentes no café verde, dentre os quais alguns compostos orgânicos odorantes com impactos sensíveis sobre a qualidade do ar.
A torrefação também é um aspecto muito importante na qualidade da bebida. A torra do café se processa com movimento de ar aquecido, a 200°C entre a massa de grãos. No início o grão perde água livre, enquanto sua temperatura permanece constante, ao redor de 100 a 104°C. Até esse ponto ocorrem poucas mudanças químicas no grão.
Quando a temperatura da massa de grãos, alcançar 204°C começa o processo de pirólise, que desencadeia a formação do sabor característico do café através de reações químicas simultâneas de degradação e síntese de compostos. O processo de pirólise ocorre em um intervalo de tempo bastante curto e deve ser paralisado instantaneamente no ponto de torra desejado, que pode ser visualizado pela mudança de coloração dos grãos.
O grau de torra afeta diretamente o sabor do café, determina como o grão foi torrado definindo os vários compostos que são extraídos durante a formação da bebida. Há três características importantes que indicam a qualidade da bebida em função do grau de torra, sendo que, em torra com coloração clara, a característica predominante é a acidez, mas à medida que a torra aumenta, isto é, torna-se mais escura, ocorre a carbonização de alguns componentes, portanto, acentuando o sabor de queimado e em graus intermediários o aroma e corpo são mais acentuados.
O problema da poluição atmosférica tem sido crescente nas últimas décadas devido ao crescimento populacional e industrial. Um dos setores industriais responsáveis pela contaminação do ar atmosférico é a indústria de processamento e torrefação de café. Os odores emitidos durante o processamento da matéria-prima é alvo de constantes reclamações da comunidade circunvizinha, fazendo com que esse setor industrial adote soluções viáveis tecnicamente para a redução da contaminação do ar.
Para isso foi desenvolvido um equipamento denominado pós-queimador, que eliminava a fumaça produzida durante o processo de torra. Eliminando a fumaça resultante do processo de torra volta a circular na fornalha do torrador, possibilitando sua total incineração antes de ser liberada para a atmosfera. Com vistas ao atendimento da legislação ambiental e à proteção da qualidade do ar nas áreas sob influência das emissões de empresas processadoras de café, o processamento por via seca “natural” é o mais antigo requerendo pouco equipamento. O método varia, dependendo do tamanho da lavoura, das instalações disponíveis e da qualidade final desejada. O processo consiste em três etapas:
• Limpeza: consiste na separação dos grãos, é realizada para retirada de cerejas imaturas, demasiado maduras ou danificadas, e para remoção de sujidades, terra, gravetos e folhas. Isso pode ser feito a mão ou uso de uma peneira grande. Os grãos indesejados e outros materiais não removidos por peneiramento podem então ser retirados da peneira a mão, também pode separar as cerejas maduras por flutuação em canais ou tanques de lavagem próximo das áreas de secagem;
• Secagem: É a parte mais importante do processo, pois afeta a qualidade final do grão verde, os grãos muito secos se tornam quebradiços e muita parte durante a descasca, (grãos quebrados são considerados defeituosos), os cafés com alta umidade são suscetíveis á rápida deterioração devido a ataques de fungos e bactérias. A secagem é realizada espalhando o café em cereja ao sol em grandes terreiros de concreto ou tijolos ou em esteiras sobre cavaletes, posicionadas a altura da cintura, à medida que seca o grão é removido em rodos ou à mão, para que a secagem seja uniforme. Após secos, o café é armazenado em granel em tulhas e silos até seu transporte as unidades de beneficiamento;
• Descasca: A operação de descasca é realizada nas unidades de beneficiamento onde é separado, classificado e ensacado;
• Secagem: A secagem é, para fase complementar ao preparo do café, um fator crítico do processo, pois influi diretamente no processo de torrefação. Para obter bons resultado a secagem deve ser lenta e uniforme para não quebrar a estrutura dos grãos, conferir uniformemente a cor e a consistência dos grãos, mantendo a característica de sabor do produto.

Armazenamento
O armazenamento do café pode se preparado em duas formas: café em coco ou em armazéns padrão quando o café está beneficiado. Quando armazenado na forma de coco pode ser feito a granel em tulhas de madeira ou ainda ensacados em depósitos de alvenaria; os locais devem se conservar secos, ensolarados e bem ventilados, com o máximo de umidade no ambiente. Existem outros cuidados durante o armazenamento: Isolar o café do chão com colocação de estrados de madeira para industrialização do café
O Brasil é o maior produtor mundial de café, sendo responsável por 30% do mercado internacional, volume equivalente à soma da produção dos outros seis maiores países produtores.
E também é um grande exportador de café verde, solúvel, extratos e torrado, exporta café principalmente nos Estados Unidos e Europa, que favorece a exportação do produto brasileiro.
Normalmente, o café torrado e moído resulta da industrialização do café arábica, enquanto, o café solúvel do café conilon, também denominado café robusta. No entanto, as indústrias atentas às exigências dos consumidores podem elaborar “blends” de cafés arábicos ou, de cafés conilon, tanto para produção de café torrado e moído como de café solúvel.
Processo de torrefação na Indústria
No processo de torrefação ocorre a liberação de água e compostos voláteis dos grãos e a cor muda de verde para amarelo e no segundo momento da torra ocorrem reações químicas exotérmicas de pirólise com liberação de gás carbônico, ou seja, a cor dos grãos varia de marrom claro a escuro devido à caramelização dos açúcares e o seu final é caracterizado pela duplicação do volume dos grãos; nesse ponto, os grãos devem ser resfriados para se evitar a carbonização, para condução da torra são empregados torradores com troca de calor por condução e por convecção. Nos torradores por condução, a troca de calor ocorre por meio da superfície metálica aquecida de uma cuba, com formato esférico, cônico ou cilíndrico. Quanto aos torradores com troca de calor por convecção, empregam-se misturas de gases, ou ar, aquecidos a temperaturas próximas de 450 ºC. O tempo de torra varia de 3 a 20 minutos, o que irá depender da configuração do equipamento empregado e das características da bebida final desejada. (SILVA,1999).
Durante a torrefação ocorrem alterações das propriedades químicas e físicas do café cru em razão do aporte de calor recebido. As alterações desencadeadas referem a:
• Redução do teor de umidade de 11 a 12% para 1 a 2%;
• Perda de massa em média 10%;
• Caramelizarão de açúcares;
• Ocorrência do processo de pirólise em que transformações químicas ocasionam formação de novos compostos e a liberação de óleo, gás carbônico e de diversos voláteis;
• Expansão e ruptura de estruturas internas dos grãos;
• Aumento da temperatura dos grãos próximos de 230 °C.
Após a torrefação, os grãos são resfriados sob corrente de ar e devidamente, embalados na forma de grãos ou moído. Sendo que a granulometria dos grãos moídos
Compostos Voláteis do Café
Os compostos voláteis são uma classe importante de poluentes atmosféricos, encontrados na atmosfera ao nível do solo em todos os centros urbanos e industriais. São definidos como compostos orgânicos cujos vapores podem reagir fotoquimicamente na atmosfera formando névoa, popularmente chamado de “smog”. O processo de descafeinação e operações de extração de café e de secagem instantânea também podem ser fontes de Voláteis (COVs), as emissões das operações de moagem e embalagem normalmente não são ventilados para a atmosfera. Há uma grande quantidade de voláteis presente no café torrado e o aroma é o resultado de uma combinação destes e das condições do processo de torrefação. Os voláteis presentes no café torrado englobam diferentes classes químicas de substâncias orgânicas como: aldeídos, mercaptanas, compostos cíclicos, furanos, pirazinas, tiazóis, oxazóis e diversos compostos contendo enxofre e nitrogênio.
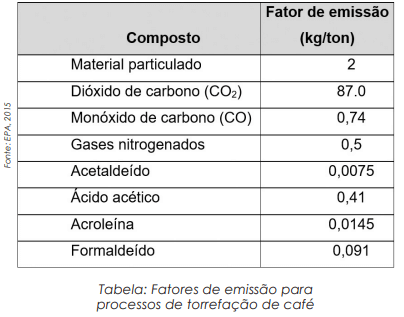
Os principais voláteis presentes no gás de torrefação são os tóxicos e os que conferem odor característico do processo de torrefação, esses voláteis tóxicos são encontrados no acetaldeído, ácido acético, acroleína e o formaldeído. A Tabela abaixo mostra os fatores de emissão apresentados no relatório EPA (1995).
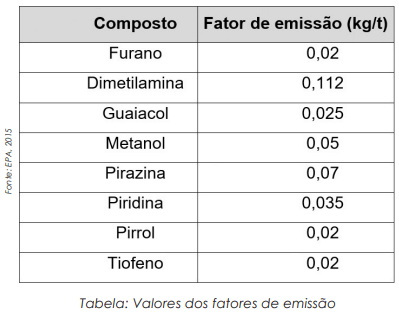
A tabela abaixo mostra os valores dos fatores de emissão dos Voláteis responsáveis pelo odor de café torrado.
Legislação: Padrões de Emissões, Condicionamento e Projeto
Há uma lei específica para os padrões de emissões, condicionamento e projeto o decreto Nº 8.468, de 08 de setembro de 1976, dispõe sobre a Prevenção e o Controle da Poluição do Meio Ambiente.
Segundo o artigo 38, as substâncias odoríficas resultantes das fontes a seguir enumeradas deverão ser incineradas em pós-queimadores, operando a uma temperatura mínima de 750ºC (setecentos e cinquenta graus Celsius), em tempo de residência mínima de 0,5 (cinco décimos) segundos, ou por outro sistema de controle de poluentes, de eficiência igual ou superior:
I - torrefação e resfriamento de café, amendoim, castanha de caju e cevada;
II - autoclaves e digestores utilizados em aproveitamento de matéria animal;
III - estufas de secagem ou cura para peças pintadas, envernizadas ou litografadas;
IV - Oxidação de asfalto;
V - Defumação de carnes ou similares;
VI - Fontes de sulfeto de hidrogênio e mercaptanas;
VII - regeneração de borracha.
§ 1º - Quando as fontes enumeradas nos incisos deste artigo se localizarem em áreas cujo uso preponderante for residencial ou comercial, o pós-queimador deverá utilizar gás como combustível auxiliar. Em outras áreas, ficará a critério da CETESB a definição do combustível.
§ 2º- Para efeito de fiscalização, o pós-queimador deverá estar provido de indicador de temperatura na câmara de combustão, em local de fácil visualização.
Sistema de tratamento Incinerador e pós queimador
O pó queimador elimina as partículas orgânicas e resíduos de combustão não queimados; este processo usado na indústria tem a vantagem que a produção de energia pode ser reutilizada no processo industrial, tem a alta eficiência no controle de gases, vapores e partículas orgânicas e a desvantagem é seu custo operacional elevado.

O pós queimador elimina a fumaça através da mesma fonte de calor utilizada para torrar o café, denominado de torrador fumaça resultante do processo de torra voltava a circular na fornalha do torrador, possibilitando sua total incineração antes de ser liberada para a atmosfera. A exposição direta do fluxo gasoso a uma chama, eficiência próxima a 100% se operando corretamente, a queima dos gases pode ser usada como fonte de energia e a maioria dos compostos orgânicos se decompõe entre 650 e 825ºC.
Durante o processo de incineração, o controle da concentração de voláteis, temperatura e vazão são importantes para a manutenção da integridade física do catalisador e a operação segura do equipamento.
O incinerador catalítico é formado por um leito fixo de partículas de catalisador esféricas contendo 0,125% em peso de paládio suportado em alumina. O gás residual aquecido na temperatura de 400 0C entra no incinerador e os voláteis são convertidos em dióxido de carbono e água.
A variação da concentração dos voláteis no ar, na mesma temperatura de entrada do gás, influencia os perfis da temperatura do gás na direção axial e radial no leito do catalisador.
As principais vantagens do processo de incineração catalítica são as altas eficiências de controle, baixo consumo de energia auxiliar e baixos custos de operação comparada com a oxidação térmica, além da destruição total da parcela orgânica dos resíduos, do monitoramento on-line de todo o processo e emissões atmosféricas totalmente controladas.
A depressão no incinerador catalítico é baixa, na ordem de décimos de polegadas de coluna d’água. Os custos de operação são relativamente baixos, com exceção do custo de manutenção do catalisador; os custos do catalisador dependem do tipo de gás que está sendo tratado, em alguns casos, o gás deve sofrer uma limpeza, ficando livre de particulados antes de entrar no incinerador.
Os catalisadores também são usados para melhorar a eficiência dos sistemas de controle em que os gases de escape do torrador são conduzidos para os queimadores que aquecem esta máquina térmica.
Para calcular um pó-queimador de alta eficiência alguns dados de projeto deverão ser dimensionados:
- Dados de entrada (Definir qual vazão de gases será utilizado, determinar quantidade de combustível);
- Demanda Ambiental (Concentração de odorantes);
- Dimensões do Pós queimador (Temperatura, tempo de contato e tempo de residência).
|
|
 Prof. Me. João Carlos Mucciacito
Prof. Me. João Carlos Mucciacito



